
Сердцем каждой РК является царга с насадкой, именно её возможности во многом и определяют производительность колонны в целом. Для анализа договоримся что, как и положено при ректификации, царга имеет высоту насадочной части 150 см и в неё засыпана СПН 3,5 х 3,5 х 0,25 мм, а куб заполнен на три четверти 40% спиртом-сырцом.
Теория
Полуторадюймовая колонна может иметь царги с внутренним диаметром 35 или 38 мм, а 2 дюймовая – 48 или 50 мм. Стандартный на сегодня набор возможных кубов: 20, 30, 37 и 50 литров.
Максимальная разделительная способность колонны достигается на предзахлебной мощности, она же и обеспечивает при заданном флегмовом числе максимальную скорость отбора. Многие начинающие винокуры не совсем справедливо отождествляют предзахлебную мощность с производительностью колонны. На самом деле, ректификация включает в себя несколько этапов, каждый из которых требует времени.
При выборе диаметра колонны и объема куба важно понимать, как их сочетание отразится на трудоемкости процесса и количестве затрачиваемого на ректификацию времени.
Этапы ректификации
1. Подготовка оборудования к работе. Сборка оборудования, заливка спирта-сырца в куб и прочие подготовительные операции. Обычно на всё уходит около 0,5 часа, Т1 = 0,5. Инструкция по работе на ректификационной колонне представлена по ссылке.
2. Нагрев до кипения. Если ТЭН выбран правильно, исходя из соотношения 1 кВт мощности на 10 литров навалки, то разогрев займет примерно 40 минут или Т2 = 0,7 часа.
3. Стабилизация. Данный этап требует от 30 минут до 1 часа. Пусть будет 45 минут или Т3 = 0,75 часа.
4. Отбор головной фракции. Время отбора «голов» (Т4) не зависит от скорости отбора. Для выведения из куба всех головных примесей нужно чтобы каждый литр навалки хотя бы раз испарился и побывал в колонне. Для этого требуется подать 1 кВт мощности нагрева на каждый литр абсолютного спирта в кубе.
Рабочая мощность в Ваттах численно равна площади поперечного сечения колонны (S) в квадратных миллиметрах.
Количество абсолютного спирта (АС) определяется, исходя из объема навалки (СС) и её крепости.
Т4 = АС / N (часов), где:
АС = 0,4 * CC (литр);
N = 3,14 * d2 / 4 / 1000 (кВт);
d – внутренний диаметр колонны (мм).
Отсюда получаем:
Т4 = 510 * CC / d2 (часов), где:
СС – 40% навалка в литрах,
d – внутренний диаметр колонны (мм2).
5. Отбор подголовников. Этот этап нужен для очистки насадки от остатков головной фракции. Количество подголовников зависит от удерживающей способности и объема насадки. Удерживающая способность СПН 3,5 х 3,5 х 0,25 примерно равна 150 мл флегмы на 1 литр насадки. Чтобы её качественно промыть, нужно отобрать 2-3 объема, для расчетов примем – 2,5.
Чтобы отобрать этот объем на скорости 0,5 л/час, требуется потратить 2 часа. Если же поднять скорость до половины номинальной, то достаточно будет и 1,2 часа независимо от диаметра царги.
Слишком маленькая скорость снижает эффективность очистки и качество спирта. Но сейчас не об этом, для сегодняшней задачи примем время отбора максимальным: Т5 = 2 часа.
Объем отбора в литрах:
Vотб = 2,5 * 0,15 * Vн = 0,375 Vн, где:
Vн – объем насадки в литрах.
Если скорость отбора принять равной 0,5 л/час, то время отбора:
Т5 = 0,75 * Vн.
Если скорость отбора равна половине номинальной скорости, то учитывая, что номинальная скорость отбора Wном в мл/час численно равна площади поперечного сечения колонны в мм2, время отбора подголовников:
Т5 = (0,375 * Vн) / (0,5 * S) = 0,75 * Vн / S = 0,75 * L *S / S
T5 = 0,75 * L (час), где:
L – высота колонны в метрах.
При скорости отбора подголовников равной половине от номинальной, время отбора в часах численно равно ¾ от высоты колонны в метрах, и не зависит от диаметра колонны или объема навалки.
6. Отбор товарного спирта. Начальная скорость отбора в мл/час численно равна площади поперечного сечения колонны (S) в мм. К концу отбора для повышения флегмового числа и повышения разделяющей способности уменьшаем скорость отбора в 2.5 раза. Средняя скорость отбора «тела» будет примерно в полтора раза ниже номинальной.
Объем товарного спирта составляет примерно 80% от АС в навалке.
Отсюда время отбора «тела»:
Т6 = 0,8 * 0,4 *CC / (S / (1000 * 1,5)) = 480 * CC / S;
Т6 = 611 * CC / d2, где:
СС – количество 40% спирта-сырца (л);
d – диаметр царги (мм).
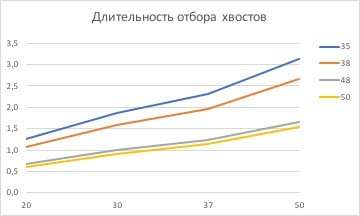
7. Отбор «хвостов». Количество «хвостов» примерно равно 10% от объема АС в кубе. Скорость отбора примерно равна половине от номинальной.
Т7 = 0,1 * 0,4 * CC / (S / (1000 * 2)) = 80 * CC / S;
Т7 = 102 * CC / d2.
8. Вытеснение примесей из колонны. Это операция занимает полчаса, Т8 = 0,5.
9. Разборка оборудования и уборка помещения. Наименее приятный этап, обычно занимает до 1 часа, Т9 = 1.
Общее время ректификации
Общее время, необходимое для одного цикла ректификации:
Т = Т1 + Т2 + Т3 + Т4 + Т5 + Т6 + Т7 + Т8 + Т9;
0,5 + 0,7 + 0,75 + 510 * CC / d2 + 2 + 611 * CC / d2 + 102 * CC / d2 + 0,5 + 1.
Упрощаем и получаем:
Т = 5,45 + 1223 СС / d2.
Объем спирта (Vc), полученного за это время, примерно равен 0,8 от АС в кубе, потерями на неисправимые «головы» и остаток в кубе пренебрежем.
Vc = 0,8 * 0,4 * CC.
Производительность, с которой можем получать спирт за час работы с колонной, можно посчитать по формуле:
Пр = Vc / Т.
Практические аспекты ректификации
На основе полученной модели попробуем ответить на волнующие вопросы.
1. Реальная производительность колонны в зависимости от её диаметра и объема навалки (л/час).
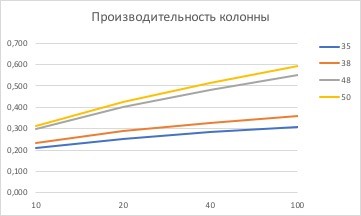
Стартовая скорость отбора «тела» намного выше, чем реальная производительность колонны. Думать, что при номинальной производительности 2-х дюймовой колонны в 1800 мл/час перегонку 40 литров спирта-сырца крепостью в 40% можно завершить за 9 часов просто наивно.
С учетом всех необходимых операций, реальная производительность будет практически в 3 раза меньше. Разница в производительности 35 мм и 48 мм колонной на самом деле не 800 мл/час, как кажется с первого взгляда, а всего лишь в 250 мл/час. И это много, так как процесс идет не один час.
2. Время рабочего цикла (часов).
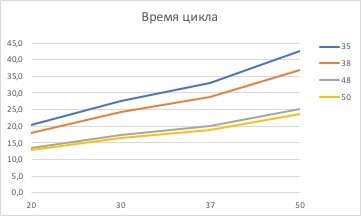
График показывает влияние объемов кубов (ось Х) на общее время ректификации (ось Y) при различных диаметрах колонны. Навалка стандартная – три четверти объема куба. Становится очевидной неразумность некоторых вариантов комплектаций. Для того чтобы оценить насколько будет удобно пользоваться тем или иным вариантом, рассмотрим длительность основных операций.
3. Ключевые точки работы, требующие вмешательства оператора.
3.1. Время от начала процесса до окончания отбора «голов» или первый подход к кубу для смены тары.
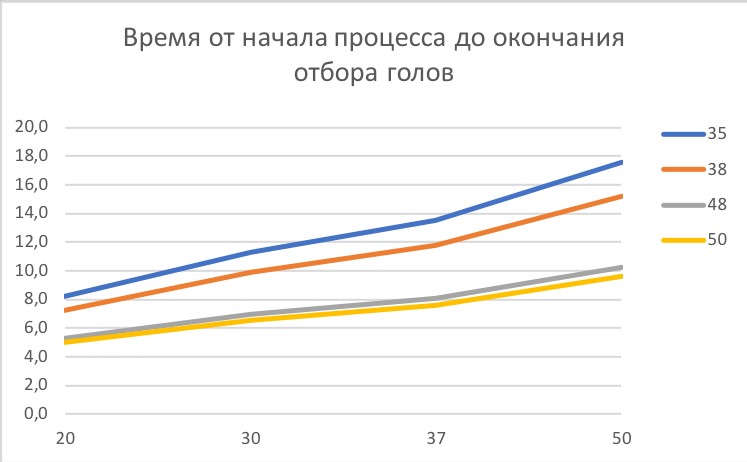
3.2. Далее отбираем подголовники в течение 2 часов на скорости в половину от крейсерской (номинальной). Подходим к колонне и меняем тару, приступая к отбору «тела».
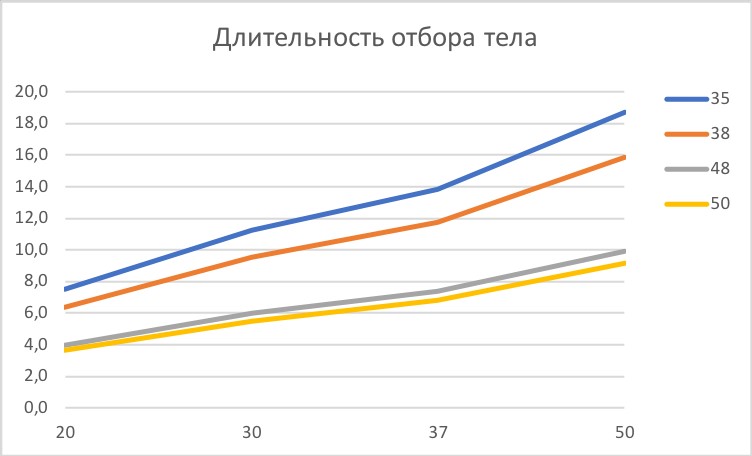
3.3. Отбор тела закончится и нужно будет подойти к колонне для смены посуды.
3.4. Отбор «хвостов» займет.
3.5. Затем подходим к колонне и завершаем работу, что занимает 1,5 часа.
Выводы
1. Чем больше навалка куба, тем выше реальная производительность. Но повышать её бесконечно не получится. Когда температура в кубе достигает 90-92 градусов, сивуха и другие промежуточные примеси начинают массировано покидать куб и накапливаться в насадке. Если навалка слишком большая, то после накопления в нижней части колонны примеси начнут подниматься всё выше и прорываться в отбор. Придется раньше переходить на «хвосты». Для получения нормальной производительности, навалка должна быть больше 10 объемов насадки, но меньше 20 – чтобы не пропустить «хвосты».
2. Оптимальный объем навалки 40% СС при ректификации составляет 15 объемов насадки.

При минимальной навалке можно переходить на отбор «хвостов» при кубовой температуре 96-97 градусов, при максимальной навалке – 92-93 градуса.
3. Длительность ректификации возрастает с уменьшением диаметра колонны и увеличением объемов разовой навалки. Но использование больших диаметров колонн при малой навалке влечет за собой получение относительно большого объема оборотного спирта и малый выход годного.
4. Без средств автоматизации, позволяющих оставлять на длительное время оборудование без присмотра, возможно использование комплектов с относительно малым временем цикла. Это сужает круг возможных вариантов и объясняет то, что многие винокуры на своём оборудовании просто не отбирают «хвосты» или предпочитают делать НДРФ – силы то не беспредельны.
5. В целом, если процесс в сумме занимает более 12-15 часов, автоматика обязательна. Хотя бы простейшая с блоком безопасности, позволяющим подать сигнал о потопе, отключении воды или росте температуры в ТСА. Если такой возможности нет, стоит ограничиться минимальными объемами кубов.
6. Полученные зависимости и графики позволяют сделать качественный и в какой-то степени количественный анализ различных вариантов комплектации РК. Главное при этом не забывать о необходимости сопоставлять их со временем, которое винокур готов посвятить хобби.

 (79)
(79)
«Максимальная разделительная способность колонны достигается на предзахлебной мощности» не верно, ориентироваться надо на скорость пара.
Почему?
Наверное, потому что на предзахлебной мощности достигается не разделительная, а максимальная производительность колонны, но теоретически с понижением мощности, в колонне увеличивается количество ТТ, а следовательно и ее разделительная способность.
Ничего не понял, но очень интересно…
Посмотрел на графики и ужаснулся, зачем же я купил колонну на 1,5 дюйма 🙂
Не переживайте, Влад. Я когда начал с колонны 1.5 дюйма также думал. Сейчас прошло 2 года, а бак, узел отбора по пару, холодильник и дефлегматор остались 1.5. Но основное — купил разборную колпачковую колонну на 3 дюйма с переходом на 1.5 дюйма и жизнь наладилась! Сейчас на 3-х киловаттах 2 перегон 5 литров ароматного спирта от 89 до 95 градусов занимает 4.5 часа и качество отменное! Главное опыт и знания — они придут быстро.
Сколько лет французскому коньяку, и поинтересуйтесь, как его получали, а о фракциях, выстроенных встрой и не догадывались.
Каким боком здесь коньяк, он вообще дистиллят, а не ректификат.
При всём при том, в те времена колонн не было, а коньяк был.
Никто не запрещает вам делать коньяк в шарантском аламбике.
Я к тому, что ни какие фракции нигде не строятся, просто для всего существует своя температура, а прогретая и машина легче идёт.
Ваше право так считать.
Хорошая статья, основательный подход, насчет незначительной разницы в производительности колонн можно поспорить. Понятно, что на номинальной скорости весь погон не работают, но ведь и снижают скорость в конце погона на какой-то процент от первоначальной. Т.е. чем выше номинальная скорость, тем быстрее будет погон, так как плясать во всем остальном нужно будет от нее. Соответственно, то, что считать общее время погона на основе номинальной скорости колонны некорректно — это абсолютно верно. Но соотношение общего времени погона в 1.5, 2 и 3 дюймовых сборках при равных подходах к подбору скоростей отбора фракций будет в каждом следующем диаметре в два раза выше, чем в предыдущем.
Что такое d2 в формуле? Квадрат или что еще. Надо объяснять.
Да, в квадрате.
Я очень благодарен авторам статьи за то, что она мне попалась раньше, чем я купил 2″ колонну к 22 л кубу 🙂